- Agencija za poslovno savjetovanje i obuku
- +387 61 618 880
- info@kvaliteta.ba
Praćenje i kontrola kvaliteta procesa izrade proizvoda
Osiguranje kvaliteta internim auditom u proizvodnji zaštitne odjeće
26. Marta 2017.Procedure preuzimanja direktiva novog pristupa u zakonodavstvo Bosne i Hercegovine
27. Marta 2017.9. Naučno-stručni skup sa međunarodnim učešćem
”QUALITY 2015”, Neum, B&H, 10. – 13 juni 2015.
PRAĆENJE I KONTROLA KVALITETA PROCESA IZRADE PROIZVODA
Smail Klarić, prof.dr.sc.
Senada Pobrić, doc.dr.sc.
Univerzitet „Džemal Bijedić“ Mašinski fakultet Mostar
REZIME
Svaku organizaciju treba posmatrati kao skup procesa kojima je potrebno upravljati. Suština funkcije upravljanja je povratna informacija iz procesa menadžmentu, nakon oblikovanja, mjerenja i analiza, a radi donošenja odluka u cilju poboljšanja procesa. Jedna od faza upravljanja procesom je praćenje i kontrola procesa sa ciljem ocjene sposobnosti procesa da odgovori na zahtjeve kupca. U ovom radu izvršit će se ocjena sposobnosti procesa na konkretnom procesu izrade proizvoda, a na osnovu:
- praćenja ključnih parametara procesa,
- ocjene statističkih parametara osnovnog skupa,
- ocjene stabilnosti procesa i
- ocjene preciznosti i tačnosti procesa, uz pomoć primjene odgovarajućih alata i metoda upravljanja kvalitetom.
Ključne riječi: kvalitet, proces, upravljanje procesom, sposobnost procesa
1. UVOD
U vremenu današnjeg poslovanja cilj svake organizacije je ostvariti nivo kvaliteta koji će u potpunosti zadovoljiti kupca. Serija standarda Sistem upravljanja kvalitetom ISO 9000 potiče maksimalnu usmjerenost na kupca, kao i prihvaćanje procesnog pristupa za upravljanje organizacijom. Smatra se da svaki proces ima kupca, a usmjerenost na proces osigurava bolju usmjerenost na kupca, na njegove želje i zahtjeve. Zbog toga, da bi se postigli željeni rezultati, potrebno je organizaciju posmatrati kao skup procesa kojima je potrebno upravljati.
Upravljanje procesima zahtijeva prije svega njihovo razumjevanje, praćenje, kontrolu i poboljšanje. Kroz praćenje i kontrolu procesa vrši se ocjena sposobnosti procesa da odgovori na zahtjeve kupca. Uspješno upravljanje procesom, kao i samo praćenje i kontrola, nemoguće je bez primjene odgovarajućih alata i metoda upravljanja kvalitetom.
2. UPRAVLJANJE PROCESOM
Procesom se smatra kombinacija mašina, alata, metoda, materijala i ljudi koji ostvaruju rezultate u obliku proizvoda ili usluga. Osnovni model procesa predstavljen je na Slici 1., na kojoj su identifikovani elemenati procesa.

Slika 1. Osnovni model procesa
Potrebno je upravljati procesom, a suština funkcije upravljanja je povratna informacija iz procesa menadžmentu (glas procesa), nakon oblikovanja, mjerenja i analiza, a radi donošenja odluka u cilju poboljšanja procesa (Slika 2.).

Slika 2. Osnovni model upravljanja procesom
Rezultati uspješnog upravljanja procesom su:
- veći kvalitet izlaza procesa,
- kraće vrijeme realizacije procesa i
- niži toškovi.
2.1. Faze upravljanja procesom
Upravljanje procesom može se predstaviti slijedećim fazama:
- definisanje elemenata i toka procesa,
- praćenje i kontrola procesa,
- poboljšanje procesa.
Prva faza, definisanje elemenata i toka procesa, obuhvata slijedeće radnje:
- uspostavljanje jednog vlasnika nad procesom ili menadžera procesa,
- definisanje granica procesa,
- definisanje ulaza i dobavljača, kao i izlaza i kupaca procesa (unutrašnji, vanjski) i
- definisanje toka procesa.
Druga faza, odnosno praćenje i kontrola procesa, sadrži slijedeće aktivnosti:
- određivanje kontrolnih tačaka unutar procesa,
- mjerenje performansi procesa,
- analize rezultata mjerenja i obezbjeđenje povratne sprege.
Treća faza, odnosno poboljšanje procesa, obuhvata slijedeće radnje:
- održavanje performansi procesa na određenom nivou, odnosno održavanje stabilnosti
procesa i - smanjivanje varijabilnosti u procesu, odnosno povećanje preciznosti procesa u
granicama tačnosti.
U daljem izlaganju akcenat je stavljen na fazu praćenje i kontrola procesa sa primjenom na konkretnom procesu izrade gornje ploče vanjskog gazišta, uz primjenu odgovarajućih alata i metoda upravljanja kvalitetom.
3. PRAĆENJE I KONTROLA PROCESA IZRADE PROIZVODA
Značaj praćenja i kontrole procesa ogleda se u mogućnosti menadžera da daju ocjenu efekata svojih odluka, te samim tim mogu da znaju da li se proces odvija u dobrom pravcu. Na taj način moguće je ocijeniti proces prije same predaje rezultata procesa kupcu, kako bi se na vrijeme izvršila eventualna korekcija i poboljšao rezultat procesa.
Prilikom praćenja i kontrole procesa koriste se razni alati i metode upravljanja kvalitetom, a neke od njih koje će se primijeniti u ovom radu su [1]:
- Liste observacija (tabelarni prikaz rezultata mjerenja),
- Histogrami (grafički prikaz rezulatata mjerenja),
- Metod ocjene statističkih parametara osnovnog skupa,
- Metod kontrolnih karata (ocjena stabilnosti procesa),
- Indeksi sposobnosti procesa (ocjena preciznosti i tačnosti procesa).
3.1. Određivanje kontrolnih tačaka procesa
Kontrolna tačka procesa izrade gornje ploče vanjskog gazišta je operacija Bušenje rupa Ø6,3 (4x), koja je ključna za ugradnju proizvoda na vanjsko gazište. Jedan od ključnih parametara, koji oslikava kvalitet procesa i usklađenost sa zahtjevima kvaliteta je parametar X dimenzionalnog karaktera sa zahtjevanom vrijednošću 125±0,5 mm.
3.2. Mjerenje performansi procesa
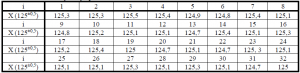
Da bi se upravljalo procesom, odnosno da bi se ocijenio proces po pitanju kvaliteta realizacije, potrebno je pratiti ključne parametre. Slučajnim izborom uzet je uzorak od 32 komada posmatranog proizvoda i na tom uzorku mjereni su ključni parametri. Rezultati mjerenja parametra X (125±0,5 mm) dati su u Tabeli 1.
Tabela 1. Rezultati mjerenja parametra X
Za prikaz rezultata mjerenja korišteni su alati:
- Liste observacija (Tabela 2.),
- Histogrami (Slika 3.).
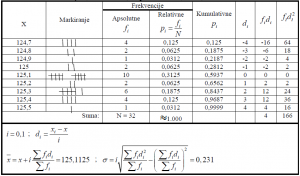
Tabela 2. Lista observacija (statistički list) za parametar X (125±0,5)
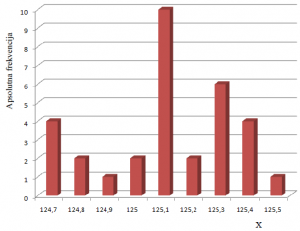 Slika 3. Histogramski prikaz rezultata mjerenja parametra X (125±0,5)
Slika 3. Histogramski prikaz rezultata mjerenja parametra X (125±0,5)
Na osnovu liste observacija i histogramskog prikaza može se uočiti da je proces izrade smaknut (nepodešen) u desnu stranu u odnosu na zahtijevanu vrijednost 125mm. Većina vrijednosti dobivenih mjerenjem posmatranih parametara nalazi se desno od zahtijevanih
vrijednosti, što iznosi 72%.
3.3. Analiza rezultata mjerenja i obezbjeđenje povratne sprege
Analiza rezultata mjerenja izvršit će se kroz:
- ocjenu statističkih parametara osnovnog skupa,
- ocjenu stabilnosti procesa i
- ocjenu preciznosti i tačnosti procesa,
uz primjenu odgovarajućih alata i metoda upravljanja kvalitetom, a koji su prethodno nevedeni.
3.3.1. Ocjena statističkih parametara osnovnog skupa
Koristeći Metod ocjene statističkih parametara osnovnog skupa izvršen je proračun ocjene tačnosti aritmetičke sredine osnovnog skupa X = x ±ε x i ocjena tačnosti stadardne devijacije osnovnog skupa 0 S σ σ = ±ε na osnovu uzorka veličine n=32, uz statističku pouzdanost P=95%. Dobiveni rezultati su slijedeći:
X =125,1125 ± 0,81
125,031< X <125,193
odnosno
σ = 0,234 ± 0,049
0 0,0185 <σ < 0, 283
Na osnovu dobivenih rezultata da se zaključiti da centar grupisanja, odnosno aritmetička sredina posmatranog parametra osnovnog skupa, odstupa od zahtijevane vrijednosti parametra (125 mm), odnosno zahtijevana vrijednost ne ulazi unutar proračunatih granica intervala povjerenja, što potvrđuje nepodešenost procesa.
3.3.2. Ocjena stabilnosti procesa
Primjenom Metode kontrolnih karata (X-kontrolna karta) izvršena je ocjena stabilnosti procesa izrade gornje ploče vanjskog gazišta. Nakon proračuna osnovnih elemenata kontrolne karte:
- gornja kontrolna granica GKG = 125,816mm
- donja kontrolna granica DKG= 124,408mm,
- centralna linija CL= 125,1125mm, konstruisana je kontrolna karta (Slika 4.).

Slika 4. X – kontrolna karta
Na osnovu pregleda kontrolne karate zaključuje se da je proces stabilan.
3.3.3. Ocjenu preciznosti i tačnosti procesa
Ocjena preciznosti i tačnosti procesa izvršena je na osnovu proračuna indeksa sposobnosti procesa :
- C p – indeks preciznosti (potencijala);
- C pk – indeks tačnosti (podešenosti).
Na osnovu dobivenih vrijednosti indeksa preciznosti i tačnosti:
C px = 0.8 < 1
C pkx = 0.6 < 1
za posmatrani parametar X, zaključuje se da je proces nep recizan i netačan.
4. ZAKLJUČAK
Obezbjeđenje sposobnosti procesa da odgovori na zahtjeve kupca zahtjeva stalno praćenje i kontrolu procesa, koje je nemoguće bez odgovarajućih alata i metoda upravljanja kvalitetom.
Time se na osnovu činjenica obezbjeđuju informacije neophodne menadžmentu radi donošenja odluka o procesu u cilju stalnih poboljšanja procesa.
5. LITERATURA
[1] Klarić, S.; Pobrić, S.: Upravljanje kvalitetom – alati i metode poboljšanja, Univerzitet “Džemal Bijedić”, Mašinski fakultet, Mostar, 2009.
[2] Klarić, S.; Pobrić, S.: Upravljanje procesom – poboljšanje kvaliteta procesa, 2. Međunarodna naučna konferencija, COMET-a, Jahorina, BiH, 2014.
[3] Oakland, J.S.: Statistical Process Control, Fourth edition, England, London, 2000.
[4] Klarić, S.: Upravljanje kvalitetom, Univerzitet “Džemal Bijedić”, Mašinski fakultet, Mostar, 2005.